dom / wszystko / SPAWACZE / Wszystkie produkty / PROMIG-500SYN DPulse Ciężka przemysłowa, szybka spawarka impulsowa MIG
PROMIG-500SYN DPulse Ciężka przemysłowa, szybka spawarka impulsowa MIG

| udział | |
|---|---|
| Katalog produktów | Wszystkie produkty |
| English details | PROMIG 500XP Heavy Industrial High Speed Pulse MIG Welder |
| marki | TOPWELL |
| Napięcie wejściowe | 3 fazy ~ 400V ±15% |
| Znamionowa moc wyjściowa (40 ℃) 100% | MIG: 500A/39V |
| Cechy | Impuls o dużej prędkości, bardzo niski poziom rozprysków, impuls hybrydowy |
| pobieranie |
Aby uzyskać więcej informacji
DETALE
Szybka specyfikacja
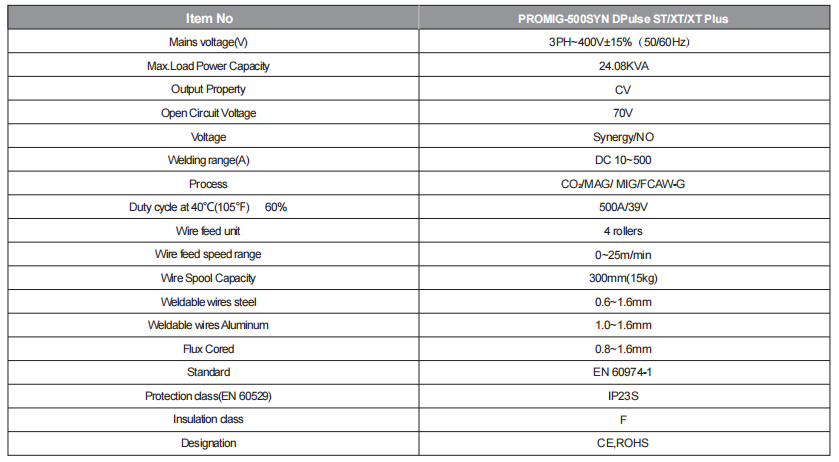
PROMIG-500SYN DPulse
Napięcie wejściowe3 fazy ~ 400V ±15%
Zakres wyjściowy10A ~ 500A
Znamionowa moc wyjściowa (40℃) 60%500A / 39V
Waga netto94kg
Podajnik drutu4-rolkowe
Maszyny Procesy
Kij (SMAW)
Z rdzeniem topnikowym (FCAW)
MIG (GMAW)
Impulsowy MIG (GMAW-P)
MIG z podwójnym impulsem (GMAW-DP)
Szybki impulsowy MIG (GMAW-HSP)
Zastosowania przemysłowe
Budowa łodzi, statków i jachtów
Produkcja ogólna
Ogólna produkcja
Produkcja stali konstrukcyjnej
Transport
Produkcja blachy
Tuba i blacha o małej grubości
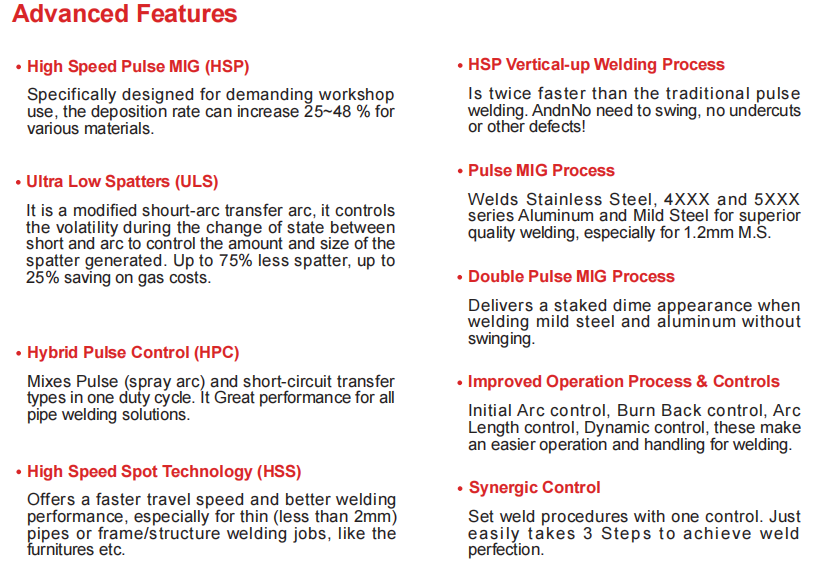
HSP — technologia impulsów wysokiej prędkości
Specjalnie zaprojektowany do wymagających zastosowań warsztatowych,szybkość osadzania może wzrosnąć o 25 ~ 48% dla różnych materiałów,niezależnie od tego, czy jest używany do produkcji grubych materiałów, czy arkuszymetal.
Proces szybkiego impulsu (HSP) umożliwia oszczędzanieczas, pieniądze i energia w porównaniu do tradycyjnego pulsuspawalniczy. Ten proces jest gotowy do podniesienia spawania impulsowego dozupełnie nowy poziom!
Ogólnie rzecz biorąc, jeden impuls topi jedną kroplę, ale zwiększamyzłożenie tych kropelek przez firmę TOPWELL's NewSzybki proces impulsowy. Przejście będzie szybsze,węższa strefa HAZ i głębsza penetracja!
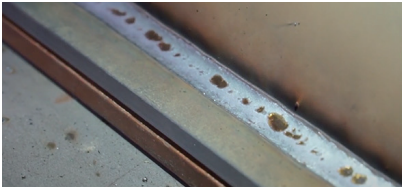
Uzyskaj lepszy szew spawalniczy
Mniejszy wkład ciepła, mniej odprysków, mniej przeróbek
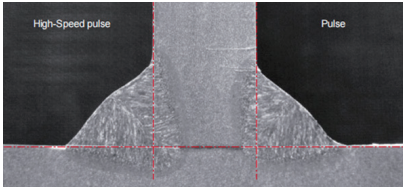
Uzyskaj wyższą wytrzymałość spawania
Głębsza penetracja, brak podcięć, większa wytrzymałość.
Proces spawania pionowego HSP
HSP zoptymalizowany pod kątem spoin pachwinowych (FW) wykonanych przy użyciu
spawanie PF (w pozycji pionowej do góry); może być również używany do
duża korzyść w innych pozycjach spawania.
W przypadku serii TOPWELL PROMIG HSP jest o ok. 70 % szybszy,
ogromny postęp dla wszystkich spawających pion
szew. Całkowicie nowy poziom!
Nie musisz się huśtać! Brak podcięć i innych wad!
Szybkość spawania PF przez HSP jest dwukrotnie większa niż
tradycyjne spawanie pulsacyjne
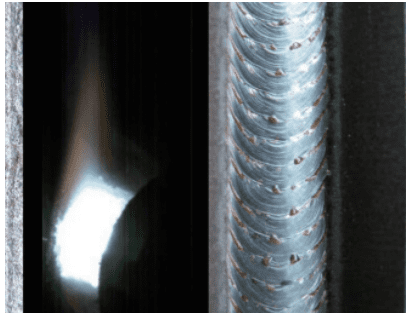
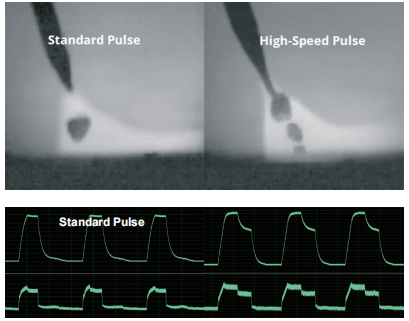
ULS — technologia o bardzo niskim poziomie rozprysków
Proces ULS jest zmodyfikowanym łukiem przenoszącym łuk zwarciowy, it
kontroluje zmienność podczas zmiany stanu między
krótkie i łukowe, aby kontrolować ilość i wielkość odprysków
wygenerowane. To zasada ponownego zapłonu przy stosunkowo niskim prądzie
poziom stanowi istotną różnicę w odniesieniu do
standardowy łuk transferu zanurzeniowego. Zwarcie jest wyzwalane przy
niski poziom prądu, co prowadzi do miękkiego ponownego zapłonu i stabilnego
proces spawania.

Bardzo niski poziom rozprysków w CO2Proces spawania
• Krótki łukjest metodą transferu drutu, która jest często stosowana do spawania cienkich materiałów o grubości poniżej 3 mm i jestnatura to proces spawania, który wytwarza odpryski, które mogą przywierać do części, przyrządów spawalniczych, wewnątrz dyszywymagające dodatkowego czasu na czyszczenie. Większość rozprysków powstaje, gdy proces zmienia stan międzyzwarcia i wyładowania łukowe, które mogą wystąpić ponad sto razy na sekundę. Ta zmiana powoduje ogromne zmianyw celu kontrolowania zmienności podczas zmiany stanu między zwarciem a łukiem w celu kontrolowania ilości i wielkościgenerowany rozprysk.
Sterowanie przebiegiem, które stabilizuje transfer kropel w CO2Spawalniczy
•Wstępna krótka kontrolazmniejsza natężenie prądu bezpośrednio po zwarciu przewodu, co stabilizuje zwarcie,zminimalizowanie odprysków spowodowanych drganiem drutu.
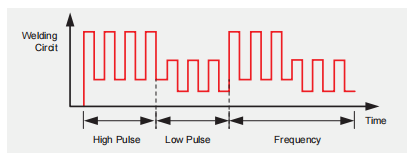
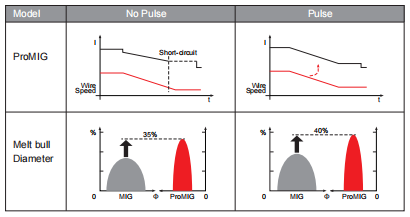
Proces podwójnego impulsu MIG
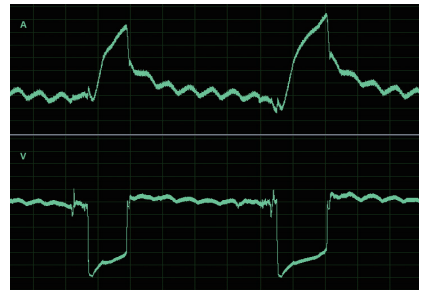
•Kontrola szyiwykrywa kropelkę chwilioderwanie zaczyna się szyi, a następnie szybko zmniejszanatężenie przed krótkimi wydaniami. Zwolnienie krótkiegoprzy niższym natężeniu zmniejsza energię efektu bezpiecznika.
•Stabilna kontrola transferuzwiększone natężeniebezpośrednio po krótkim wydaniu. Dodawanie natężeniaszybko przepala drut, aby zapobiec wtórnemu zwarciu.Szybsze wypalanie tworzy kroplę szybciej izmniejsza całkowity czas łuku, co zwiększa częstotliwośći zapewnia ostry i czysty łuk. Do procesu CO2który tłumi wibracje jeziorka spawalniczego,zwarcie wtórne
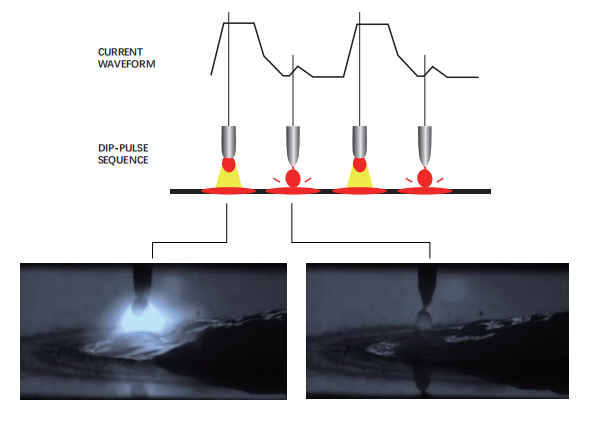
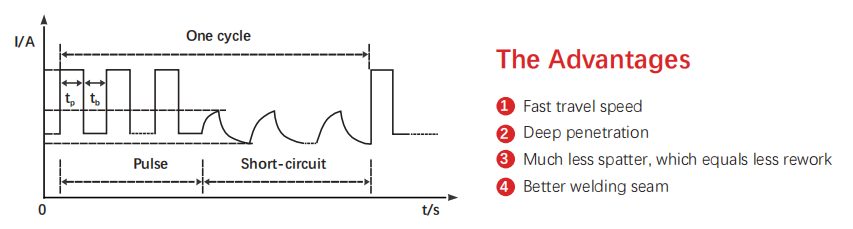
HPC – hybrydowa kontrola pulsu
HPC-Hybrid Pulse Controls jeststerowanie przebiegiem synergicznymwarianty sterowania procesem spawaniastosowane w spawaniu MIG, które Pulse(łuk natryskowy) i transfer zwarciowytypy w jednym cyklu pracy. To zwieradrut podczas każdego prądu bazowego(Dip-Pulse) i tworzą One-Pulse,Przelew jednorazowy. Utrzymujezalety obu typów przelewów, którezapewnia wyjątkową kierunkowośćstabilność, głęboka penetracja iwolne odpryski.
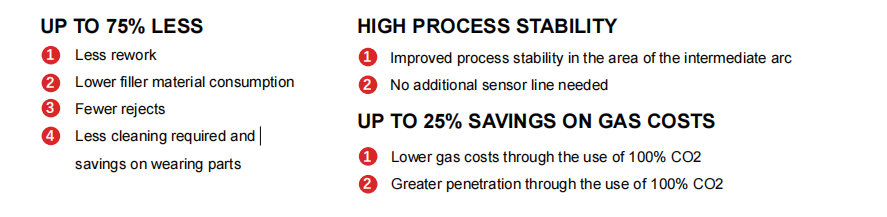
Zalety
* Wysoka stabilność kierunkowa
* Głęboka penetracja
* Dużo mniej odprysków, co oznacza mniej przeróbek
* Mniejsze czyszczenie i oszczędność na częściach zużywających się
* Znakomity wynik w rozwiązaniach do spawania rur,
szczególnie dla pionowego-u
HPC — hybrydowa kontrola impulsów



HSS — technologia punktowa dużej prędkości
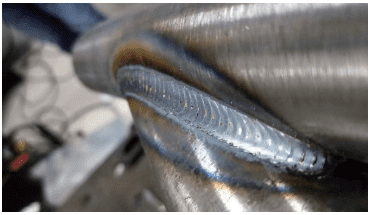
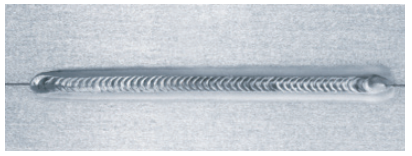
HSS to szybkie zgrzewanie punktowe, które wykorzystuje płynną technologię przełączania zwarcia ipuls. Poprzez naprzemienne wysyłanie impulsu i prądu zwarciowego stopiona sadzawka jest podgrzewana i chłodzonaokresowo, tworząc wzór rybiej łuski. Poprzez regulację częstotliwości i cyklu pracy impulsu i zwarcia,kształt rybiej łuski można dowolnie regulować.
Zastosowania HSS
Cienkie (mniej niż 2 mm) rury lub spawanie ram/konstrukcji, takie jak meble itp.

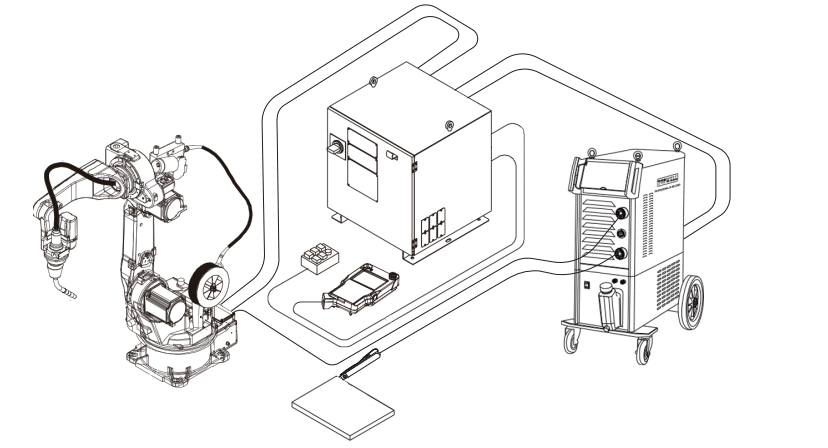
ULS/HPC/HSS jest przeznaczony do spawania za pomocą robota lub wózka
Spawanie za pomocą robota lub wózka, aby zapewnić doskonałą wydajność.
Proces podwójnego impulsu MIG
W porównaniu z tradycyjnym podwójnym impulsem, proces High Speed Double Pulse może zwiększyć prędkość spawania o około25%. Jakość spawania jest porównywalna z procesem TIG. Nie trzeba się kołysać, można łatwo uzyskać kosmetycznie przyjemną spoinęszew, ze znacznie mniejszym i większym dopływem ciepła regulatora do przedmiotu obrabianego.
Skutkuje to znacznie mniejszymi odkształceniami i mniejszą ilością poprawek, co bardzo dobrze nadaje się do spawania cienkich blach aluminiowych lub SS.
Dzięki szybkiemu procesowi podwójnego impulsu wprowadzane ciepło łuku zmienia się naprzemiennie, skutecznie zmniejszając ciepło wprowadzane przez metal nieszlachetny.Zmniejsza występowanie wad spawalniczych takich jak pęknięcia.

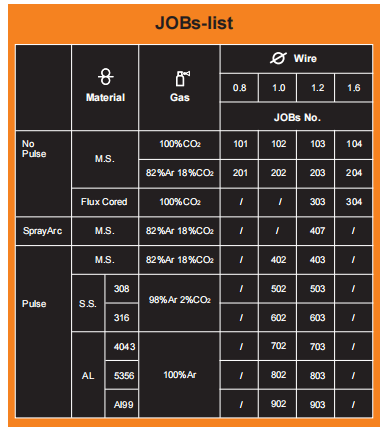
Kontrola synergii z listą zadań
Wyświetlanie list zadań jest łatwe i intuicyjne
poprzez graficzny interfejs użytkownika. Zmontowaliśmy
idealna krzywa zgrzewania w każdym Job-No. za wysoko
wydajne wieloprocesowe spawanie stali węglowych i
stal nierdzewna i stopy aluminium. Operacja jestłatwiej niż kiedykolwiek wcześniej.
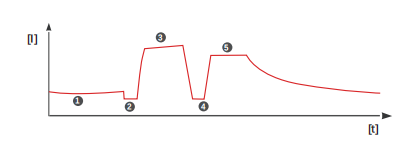
Ulepszony proces operacyjny i kontrola
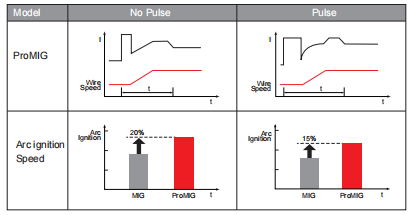
Początkowa kontrola łuku
Kontrolujemy energię łuku poprzez spawanie przebiegu, więc
wskaźnik powodzenia zajarzenia łuku można poprawić i szybko
założyć stopioną kałużę.
Kontrola wypalania
Regulowane opóźnienie między wyłączeniem łuku a
podawania drutu, aby zapobiec przywieraniu drutu do kałuży.
Kontrola długości łuku
Zmieniając odległość między palnikiem a przedmiotem obrabianym.
Możesz teraz znacznie łatwiej reagować, aby kontrolować łuk,
takie jak zmiana wymiarów szczeliny lub nadmuch łuku, więcej
intuicyjnie i z większą wydajnościąja
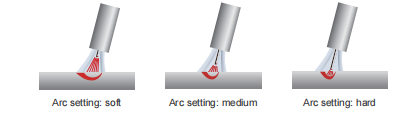
Dynamiczna kontrola
Dynamiczne sterowanie pozwala spawaczowi po raz pierwszy na:
zmiennie dostosować zgrzewarkę impulsową do szerokiego zakresuprace i stanowiska spawalnicze oraz osobiste
preferencje. Spawacz może bezpośrednio używać kontrolera
uzyskać dostęp do charakterystyki łuku i zmienić ją z miękkiej na
ciężko.
Specyfikacje
WIDEO
MOŻESZ RÓWNIEŻ POTRZEBUĆ

Push Pull 401W

SGT 18

Pedał
Przewóz



