Podczas spawania elektrodą, kontakt elektrody prętowej z przedmiotem spawanym powoduje zajarzenie łuku elektrycznego. Powoduje to ułamek sekundy zwarcia między dwoma biegunami, co umożliwia przepływ prądu. Łuk jarzy się między przedmiotem spawanym a elektrodą, wytwarzając wymagane ciepło stopienia. Za pośrednictwem topliwego drutu rdzeniowego i otuliny, która również jest topliwa, elektroda dostarcza również żużel ochronny i osłonę gazową.
CO TO JEST
SPAWANIE ELEKTRODOWE?

dom / ELECTRODE
- PODSTAWOWA ZASADA
- PODSTAWOWA WIEDZA
- ZALETY I WADY
- ŁUK
- ELEKTRODA
- Kontakt
PROSTE, WSZECHSTRONNE, EFEKTYWNE
- Spawanie elektrodą, znane również jako spawanie łukowe, ręczne spawanie elektrodą, ręczne spawanie metalowe lub spawanie łukowe z osłoną (SMAW), jest zwykle pierwszym procesem spawania, którego uczą spawaczy podczas szkolenia. Jest łatwe do nauki, ale już oferuje wgląd w to, jak działają systemy spawalnicze oraz w stosunek metali do napięcia elektrycznego.
- Spawanie elektrodą ma wiele zalet w porównaniu do procesów MIG/MAG i TIG. Zasadniczo prawie wszystkie materiały mogą być spawane za pomocą spawania elektrodą. Proces ten jest głównie stosowany w budowie stali i rurociągów, ale jest również używany w handlu i przemyśle metalowym. Ręczne spawanie łukowe pozwala na każdy rodzaj spoiny i pozycji, niezależnie od tego, czy chodzi o pozycje ograniczone czy nad głową, pionowe spoiny w górę czy pionowe spawanie końcowe. Ponadto spawacz nie jest uzależniony od gazów osłonowych i może łatwo pracować na zewnątrz, nawet w niekorzystnych warunkach pogodowych, takich jak wiatr czy deszcz.
SPAWANIE ŁUKIEM METALOWYM RĘCZNE: TAK TO DZIAŁA
Ręczne spawanie łukowe wymaga niskiego napięcia i wysokiego natężenia prądu. System spawalniczy przetwarza dostępne napięcie sieciowe na znacznie niższe napięcie spawania. Jednocześnie zapewnia wymagane natężenie prądu, co pozwala również na regulację i regulację źródła prądu.
- W ręcznym spawaniu łukiem elektrycznym natężenie prądu jest najważniejszym parametrem decydującym o jakości połączeń. Musi zatem pozostać jak najbardziej stałe, nawet przy zmianie długości łuku. Aby to zapewnić, źródła prądu do spawania elektrodą otuloną zawsze charakteryzują się charakterystyką opadającą.

ZALETY I WADY
- Łatwe w obsłudze
- Możliwość uniwersalnego użycia, niezależnie od lokalizacji
- Łatwe do nauki
- Niski poziom hałasu
- Niskie koszty zakupu
- Ochrona spoiny spawalniczej dzięki powstawaniu żużlu
- Nie wrażliwe na zanieczyszczenia, takie jak rdza, łuszczenie, oleje czy smary
- Prawie wszystkie materiały metalowe mogą być spawane
- Wysoka jakość spoiny i wysokie właściwości mechaniczne
- Niska prędkość spawania
- Duża ilość dymu podczas spawania
- Występowanie efektu łuku
- Zwiększone źródła błędów z powodu kraterów końcowych i pozycji kontaktowych
- Średnica elektrody zależy od grubości blachy i pozycji spawania
- Długie czasy ustawień i przestojów: ponowne wypiekanie standardowych elektrod pakowanych
- Montaż elektrod, usuwanie pozostałej szczątki, usuwanie żużlu i odprysków
- Nie można zmechanizować
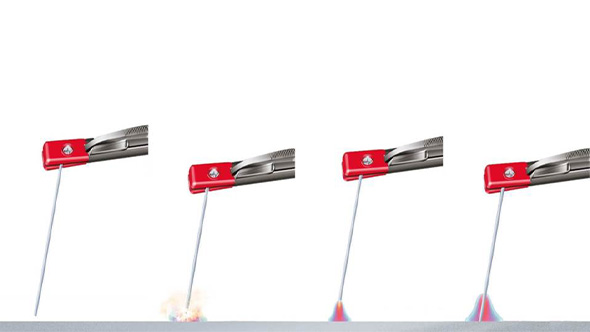
JAK POWSTAJE ŁUK?
Aby powstał łuk elektryczny, obwód elektryczny między elektrodą i przedmiotem obrabianym musi zostać przerwany.
W przypadku spawania łukowego ręcznego następuje to poprzez zajarzenie kontaktowe.
Łuk zajarza się poprzez zetknięcie elektrody prętowej z przedmiotem obrabianym. Aby wytworzyć łuk plazmowy, materiał i powłoka muszą się stopić lub odparować pod wpływem wysokiego prądu zwarciowego. Jednocześnie napięcie (katody, anody i długości łuku) musi być wystarczająco wysokie, aby umożliwić powstanie łuku. Wymagane natężenie prądu i napięcia zależą od średnicy elektrody i powłoki elektrody.
TASKS OF THE ELECTRODE COATING
- · Ionization of the contact-gap
- · Formation of a gas shroud
- · Formation of the slag
- · Stabilization of the arc
- · Control of the deoxidation
- · Control of the alloying and dealloying processes in the weld pool
- · Influencing the cooling speed of the weld seam
- · Increasing the deposition rate (production)

ZASTOSOWANIE STALI
| Kod | Typ elektrody | Właściwości i zastosowanie |
| A | Powłoka kwasowa | Wysoka stabilność łuku, bardzo płynna kałuża spawalnicza, rzadko używana |
| C | Powłoka celulozowa | Intensywny łuk, mało żużlu, wysoka szybkość topnienia w obszarze kałuży spawalniczej, trudne spawanie |
| R | Powłoka rutylowa | Transfer natryskowy, łatwe spawanie, płaskie spoiny, słaba zdolność do wypełniania szczelin |
| Rr | Gruba powłoka rutylowa | Transfer natryskowy, łatwe spawanie, płaskie spoiny, słaba zdolność do wypełniania szczelin |
| Rc | Powłoka rutylowo-celulozowa | Transfer natryskowy, łatwe spawanie, płaskie spoiny, słaba zdolność do wypełniania szczelin |
| Ra | Kwasowa powłoka rutylowa | Transfer natryskowy, łatwe spawanie, płaskie spoiny, słaba zdolność do wypełniania szczelin |
| Rb | Podstawowa powłoka rutylowa | Transfer natryskowy, łatwe spawanie, płaskie spoiny, słaba zdolność do wypełniania szczelin |
| B | Powłoka podstawowa | Odpowiednia do połączeń o wysokiej wytrzymałości, możliwość spawania w różnych pozycjach, nieco trudniejsze spawanie niż w przypadku elektrod pokrytych rutylem |
LET'S STAY IN TOUCH
Get updates on sales specials and more