dom / wszystko / SPAWACZE / Wszystkie produkty / TOPWELL 500 Amp Pulse Spawarka MIG Spawarka CO2 ProMIG-500SYN DPulse
TOPWELL 500 Amp Pulse Spawarka MIG Spawarka CO2 ProMIG-500SYN DPulse






| udział | |
|---|---|
| Katalog produktów | Wszystkie produkty |
| English details | TOPWELL 500 Amp Pulse MIG Welder CO2 Welder ProMIG 500XP |
| marki | TOPWELL |
| Specyfikacja produktu | PROMIG-500SYN DPulse |
| Znamionowe napięcie wejściowe | 3 fazy ~ 400V +15% |
| Maksymalna moc obciążenia | 24.08KVA |
| Właściwość wyjściowa | CV |
| Maksymalne napięcie w obwodzie otwartym | 70V~80V |
| Wydajność | 85% |
| Mechanizm podawania drutu | 4 rolki |
| Zakres prędkości podawania drutu | 0-25m/min |
| Gwarancja | 1 rok gwarancji |
| Wymiar | 960x420x1400mm |
| Waga | 96kg |
| port | Ningbo/Szanghaj |
| płatność | L/C, D/A, D/P, Western Union, MoneyGram, T/T, Paypal |
| pobieranie |
Aby uzyskać więcej informacji
DETALE
Szybkie spawanie pulsacyjne metodą MIG
PROMIG 500SYN D-puls
Kontrola synergii
Ulepszony proces operacyjny i kontrola
Impuls wysokiej prędkości (HSP)
Szybki podwójny impuls (HDP)
Łuk natryskowy o dużej prędkości (HSA)
Mikroproces podwójny (MDP)
Bardzo niski poziom odprysków (ULS)
Hybrydowa kontrola impulsów (HPC)
Szybki punkt (HSS)

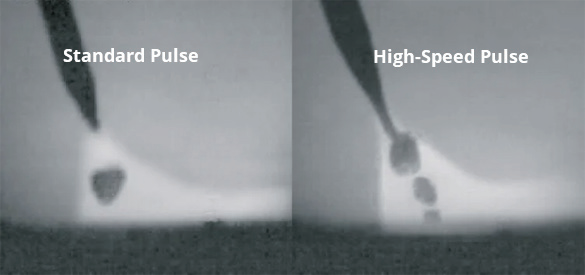
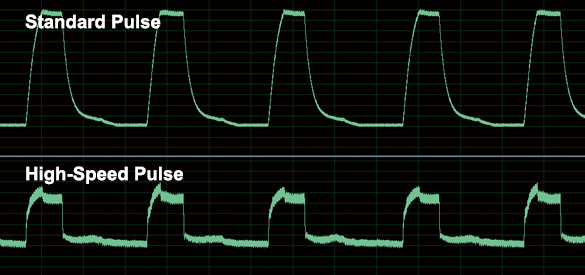
HSP - Puls wysokiej prędkości
-Specjalnie zaprojektowany do wymagających zastosowań warsztatowych, szybkość osadzania może wzrosnąć o 25 ~ 48% dla różnych materiałów, zarówno stosowanych w produkcji grubych materiałów, jak i blach.
- Proces High-Speed Pulse (HSP) pozwala zaoszczędzić czas, pieniądze i energię w porównaniu z tradycyjnym spawaniem impulsowym. Ten proces jest gotowy do podniesienia spawania impulsowego na zupełnie nowy poziom!
- Ogólnie rzecz biorąc, jeden impuls topi jedną kroplę, ale zwiększamy poddawanie tych kropli dzięki nowemu procesowi szybkiego impulsu TOPWELL. Przejście będzie szybsze, węższa strefa HAZ i głębsza penetracja!
Uzyskaj lepszy szew spawalniczy
Mniejszy wkład ciepła, mniej odprysków, mniej poprawek.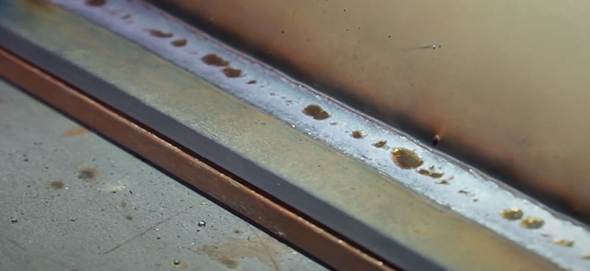
Uzyskaj wyższą wytrzymałość spawania
Głębsza penetracja, brak podcięć, większa wytrzymałość.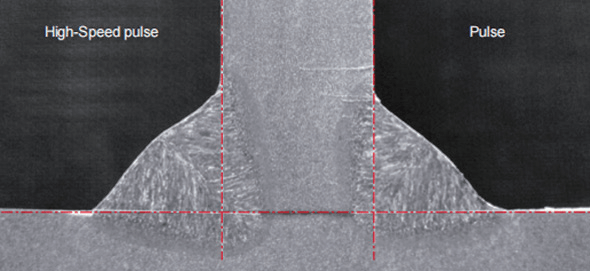
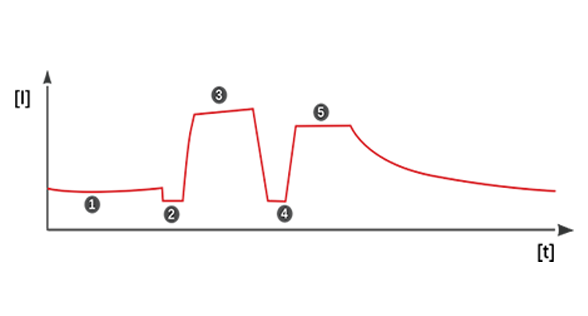
HPC – hybrydowa kontrola pulsu
Kluczem są warianty sterowania procesem spawania ze sterowaniem przebiegiem synergicznym, stosowane w spawaniu MIG, które są typami transferu impulsowego (łuk natryskowy) i zwarciowego w jednym cyklu roboczym. Zapewnia wyjątkową stabilność kierunkową, głęboką penetrację i wolne odpryski.
Proces spawania w pionie HPC
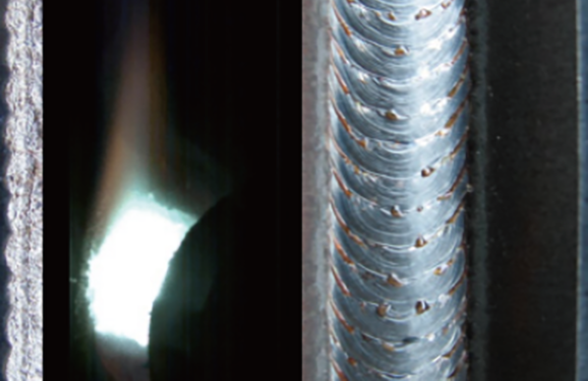
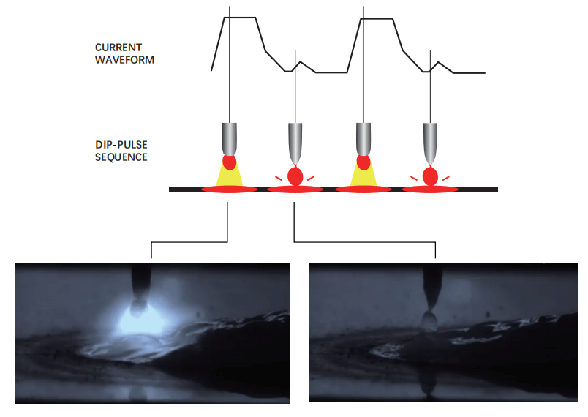
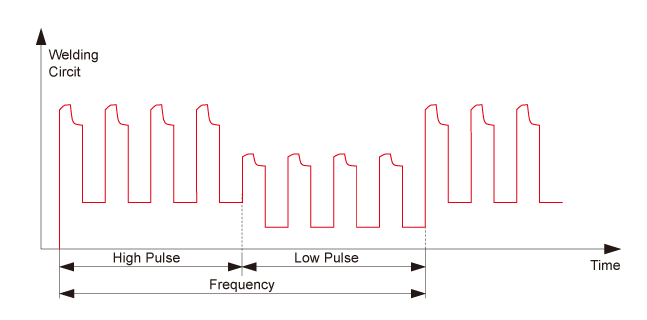
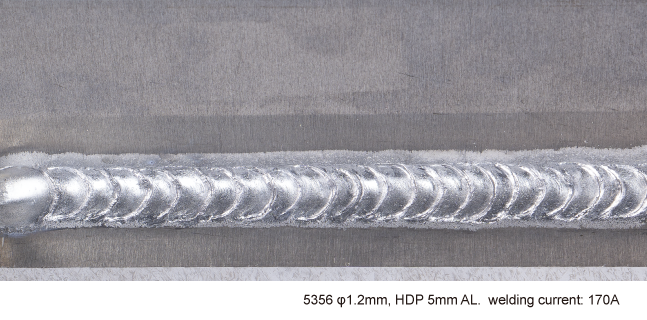
HDP – szybki podwójny impuls
HDP to szybki podwójny impuls. Fazy wysokiego i niskiego impulsu podwójnego pulsu współpracują z procesem High Speed Pulse, szybkość stapiania jest zwiększona nawet o 30%, wydajność spawania jest znacznie lepsza niż w przypadku standardowego podwójnego pulsu. Profesjonalna krzywa spawania zapewnia doskonałą kontrolę faz nagrzewania i chłodzenia, zapewnia precyzyjny pobór energii, niski poziom rozprysków, niskie zniekształcenia i piękny wygląd spawania podobny do TIG. HDP jest szczególnie odpowiedni do spawania średnio- i grubościennego, szczególnie do zastosowań w aluminium i stali.
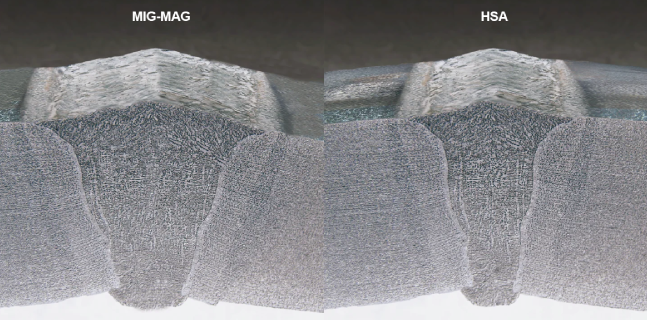
HSA — łuk natryskowy o dużej prędkości
Idealne połączenie wysoce skoncentrowanego i niezwykle stabilnego łuku o wysokiej gęstości. HSA zapewnia głębszą penetrację, węższą strefę grzewczą, pozwala na mniejsze kąty otwarcia dla spawania wielowarstwowego, znacznie poprawia prędkość spawania nawet o 30% szybciej niż konwencjonalne spawanie MIG-MAG. Sprawia, że spawanie jest wydajniejsze i bardziej ekonomiczne.

MDP — mikropodwójny proces
MDP to Micro Double Process, bardzo precyzyjny w synergii Sterowanie procesem sterowanym przebiegiem impulsowym, swobodnie dostosowuje szewrony spoiny od grubej do dokładnej. Kluczem jest to, że gdy wysokie i niskie impulsy występują naprzemiennie, nie ma tworzenia się kropel w fazie niskiego impulsu. Zaletą MDP jest precyzyjny pobór energii, niskie zniekształcenia, doskonały wygląd spawania podobny do TIG, który jest łatwy do uzyskania przez każdego, a wydajność spawania może być nawet dwukrotnie szybsza niż w przypadku konwencjonalnego TIG. MDP jest szczególnie odpowiedni do zastosowań o cienkich i średnich ściankach (1-8 mm) aluminium, stali i CrNi, takich jak ramy, stoły, łóżka i konstrukcje meblowe.

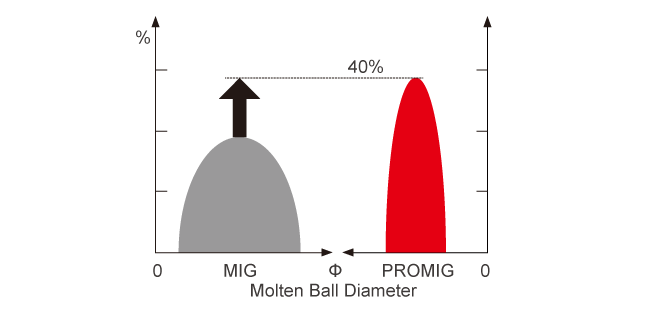
SGN — bardzo małe rozpryski
Proces ULS jest zmodyfikowanym łukiem transferowym zwarciowym, kontroluje lotność podczas zmiany stanu między zwarciem a łukiem, aby kontrolować ilość i wielkość generowanego rozprysku. Nawet przy spawaniu CO2 i MAG może zminimalizować odpryski, co oznacza mniej przeróbek, mniej odrzutów, mniej wymaganego czyszczenia i oszczędności na częściach zużywających się.

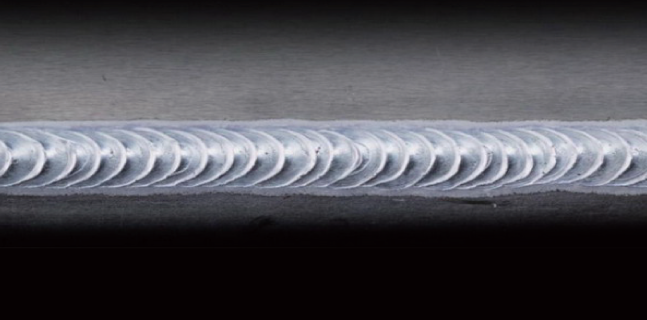
HSS — technologia punktowa dużej prędkości
HSS to szybkie zgrzewanie punktowe, które doskonale łączy proces spawania, fizykę łuku, wysoką dynamiczną odpowiedź mocy i potężną technologię sterowania silnikiem, krótki czas zajarzenia łuku i czas zakończenia łuku, dzięki czemu szpula spawalnicza może być szybko uformowana. Cykl zgrzewania punktowego jest szybko zakończony, powtarzaj go w kółko, dostosowując odstęp czasowy za pomocą robota, aby uzyskać żądaną rybią łuskę, spoina jest wyraźna i piękna.
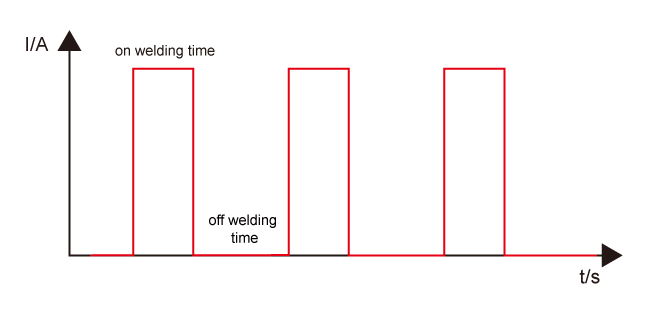
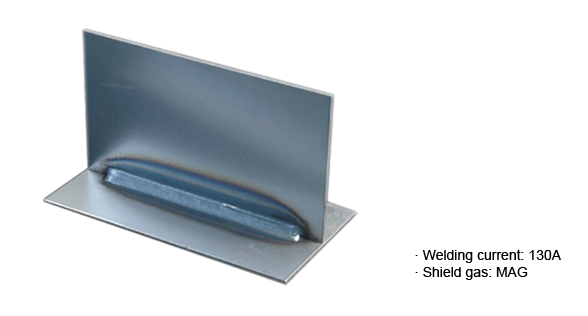
Spawanie sczepne: przez robota

Szeroko stosowany na cienkich (grubość ≤ 2 mm) rurach lub pracach spawalniczych ram / konstrukcji.
HSS — technologia punktowa dużej prędkości
HSS to szybkie zgrzewanie punktowe, które doskonale łączy proces spawania, fizykę łuku, wysoką dynamiczną odpowiedź mocy i potężną technologię sterowania silnikiem, krótki czas zajarzenia łuku i czas zakończenia łuku, dzięki czemu szpula spawalnicza może być szybko uformowana. Cykl zgrzewania punktowego jest szybko zakończony, powtarzaj go w kółko, dostosowując odstęp czasowy za pomocą robota, aby uzyskać żądaną rybią łuskę, spoina jest wyraźna i piękna.
| Wymagania dotyczące spawania robota | |
Kontrola synergii | ● |
Puls MIG | ● |
HSP | ● |
HDP | ● |
HSA | |
| MDP | ● |
| SGN | |
| HPC | |
| HSS | |
●Standard Opcjonalny
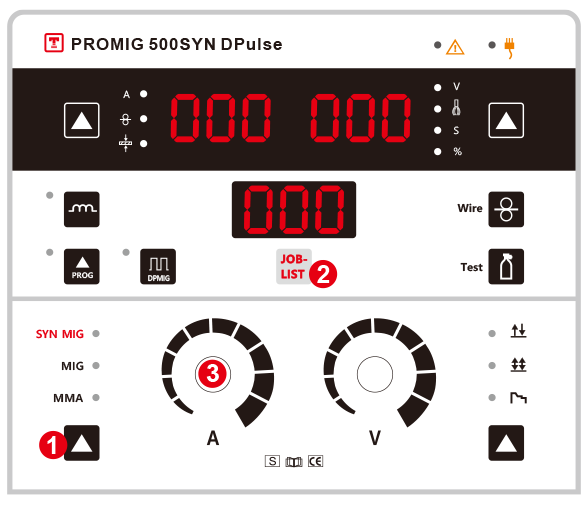
Prosta obsługa
3 kroki do osiągnięcia perfekcji spawania
1. Wybierz tryb pracy
2. Wybierz Nr listy zadań.
3. Dostosuj prąd spawania
(zawsze idealne ustawienie dzięki funkcji synergicznej)przy użyciu grubości materiału)
Kontrola synergii z listą zadań
Wyświetlanie list zadań można łatwo i intuicyjnie kontrolować za pomocą graficznego interfejsu użytkownika. W każdym numerze zadania ułożyliśmy idealną krzywą spawania. do wysokowydajnego wieloprocesowego spawania stali węglowych oraz stali nierdzewnej i stopów aluminium. Obsługa jest łatwiejsza niż kiedykolwiek wcześniej.

Ulepszony proces operacyjny i kontrola
Kontrola długości łuku
Dzięki kontroli długości łuku, niezależnie od zmieniającej się odległości między palnikiem a elementem spawanym lub napięcia spawania, długość łuku jest utrzymywana na stałym poziomie, a jakość i wygląd spoiny pozostają niezmienione.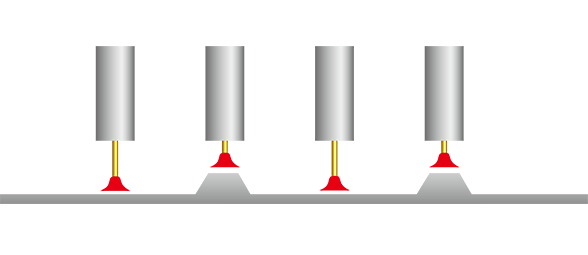
Dynamiczna kontrola
Łuk można łatwo dostosować w zależności od obrabianego przedmiotu i pozycji, a także do indywidualnych preferencji spawacza dzięki Dynamic Control. Zmiana łuku na miękki lub twardy lub gdziekolwiek pomiędzy, zwiększa niezawodność dobrego formowania korzeni i łączenia bocznego, nawet przy nieidealnej pozycji palnika.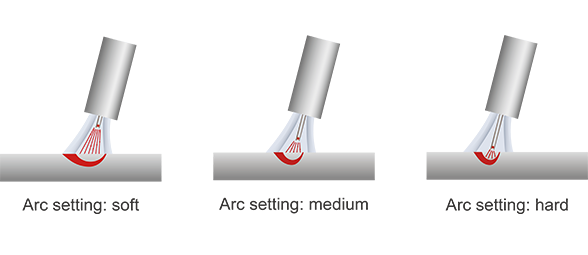
Ulepszony proces operacyjny i kontrola
HSS to szybkie zgrzewanie punktowe, które doskonale łączy proces spawania, fizykę łuku, wysoką dynamiczną odpowiedź mocy i potężną technologię sterowania silnikiem, krótki czas zajarzenia łuku i czas zakończenia łuku, dzięki czemu szpula spawalnicza może być szybko uformowana. Cykl zgrzewania punktowego jest szybko zakończony, powtarzaj go w kółko, dostosowując odstęp czasowy za pomocą robota, aby uzyskać żądaną rybią łuskę, spoina jest wyraźna i piękna.

WIDEO
SPECYFIKACJA
Maszyny
| Nazwa produktu | ProMIG-500SYN DPulse |
| Maszyny Procesy | SMAW GMAW FCAW GMAW-P GMAW-HDP GMAW-HSP |
| Podajnik drutu | 4-rolkowe |
Waga i wymiary produktu
| Wymiary (L * W * H): Maszyna | 950x460x1080 mm |
| Wymiary (L * W * H):Podajnik drutu | 710x350x500mm |
Waga netto: maszyna | 66,5 kg |
Waga netto: podajnik drutu | 15 kg |
Podstawowa specyfikacja
| Napięcie sieciowe (V) | 3PH~400V±15%(50/60Hz) |
| Maksymalna moc obciążenia | 25,18 kVA |
| Znamionowy cykl pracy przy 40 ℃ (105 ℉): 60% | 500A/39V |
| Znamionowy cykl pracy przy 40 ℃ (105 ℉):100% | 400A/31,5V |
Napięcie w obwodzie otwartym | 70V~80V |
Współczynnik mocy | 0,87 |
Efektywność | 89% |
Podajnik drutu | 4 rolki |
Zakres prędkości podawania drutu | ~25m/min |
Pojemność szpuli drutu | 300mm (15kg) |
Druty φ (mm): Fe | 0,8 ~ 1,6 mm |
Przewody (mm): Alu | 1,0~1,6 mm |
Przewody φ (mm): rdzeniowe | 0,8 ~ 1,6 mm |
MOŻESZ RÓWNIEŻ POTRZEBUĆ

Pistolet Push-Pull

Pilot

Kurtka spawalnicza

Przyłbica spawalnicza Premium



