Chłodzony wodą automat ac / dc pulse TIG 315 do zastosowań przemysłowych (MASTERTIG-315AC)

| udział | |
|---|---|
| Katalog produktów | Wszystkie produkty |
| English details | water cooled ac/dc pulse TIG 315 welding machine for industrial (MASTERTIG-315AC) |
| marki | TOPWELL |
| Specyfikacja produktu | Spawarka TIG 350A (MasterTIG315AC) |
| Znamionowe napięcie wejściowe | 3PH ~ 400V ± 15% |
| Znamionowe wyjście | 315A / 22.6V |
| Napięcie otwartego obwodu | 70V ~ 80V |
| Efektywność | 85% |
| Gwarancja | 1 rok gwarancji |
| Wymiar | 490X230X385 mm |
| Waga | 45 KG |
| cena jednostkowa | US $ 2 / piece |
| pobieranie |
/ CECHY
Szybkie specyfikacje
- Podanie:
- Warsztaty metalurgiczne
- Stocznie i przemysł offshore
- Przemysł chemiczny i procesowy
- Instalacja i konfiguracja
- Spawanie zmechanizowane
- Procesy:
- DC TIG (GTAW)
- AC TIG (GTAW)
- MIX TIG (GTAW)
- Stick (SMAW)
- Moc wejściowa:
- 315AC: 400 V, 3 fazy
- Zakres natężenia:
- 315AC: 20-315A
- Znamionowy sygnał wyjściowy przy 40 ℃ (104 ℉):
- 315AC: 315A przy 22,6 V przy 60% cyklu pracy
- Waga: 45 kg
Widok ogólny panelu sterowania
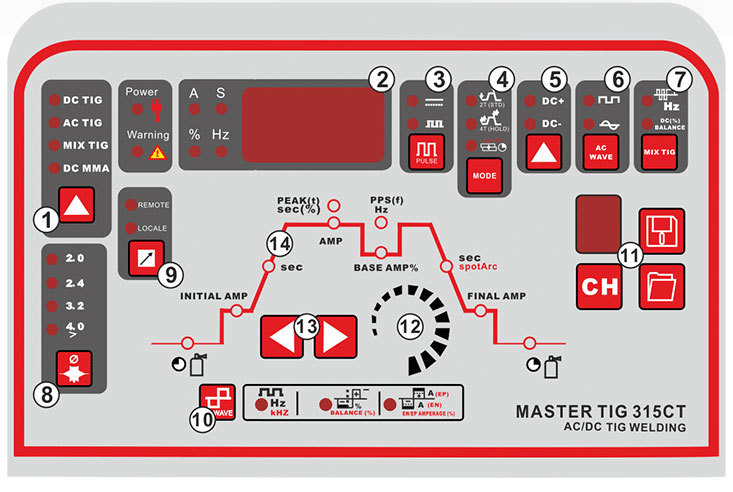
1. Proces spawania
DC TIG
AC TIG
MIX TIG
DC MMA
2. Wyświetlacz amperomierza / woltomierza 3. Kontrola pulsu
Wybór impulsu WŁ. / WYŁ.
5.Arc Polaryzacja zapłonu DC + / DC-
6.AC Rodzaje Waveshape
2. Tryb
Zaawansowany Squarewave
Fala trójkątna7.MIX TIG
MIX Częstotliwość: 0,1 Hz ~ 5 Hz parametry
Balans DC: (%) 10 ~ 90 8. Wolfram Elektroda Śred. rom 2.0mm do> 4.0mm
9.Remote: używany do pedału nożnego lub palnika zdalnego.
Local: adjust Current panel panelu bu
Zakres częstotliwości AC: 20 Hz ~ 200 Hz
Czystość AC AC (AC Saldo): + 40 ~ -40
Współczynnik AC Clean Ratio (AC Bias)%: + 30 ~ -50
12. Sterowanie enkoderem
13. Wybierz przycisk parametrów spawania
14. Sekwencja funkcjiWidok ogólny panelu sterowania (ciąg dalszy)
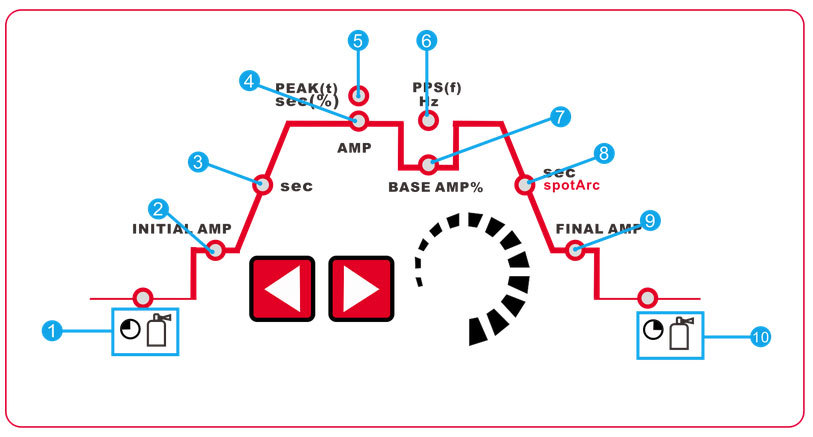
1.Gaz wstępnego przepływu gazu (TIG)
Bezwzględny zakres ustawień od 0,1 s do 5,0 s (przyrosty co 0,1 s).
2. Prąd zaporowy (TIG)
Procent głównego prądu.
4T (HOLD)
Zakres ustawień od 1% do 100% (co 1%).
3.Up-slope time (TIG)
Zakresy ustawień: 0,00 s do 20,0 s (przyrosty co 0,1 s).
Czas nachylenia można ustawić osobno
dla niezatkniętych i zatrzaśniętych.
4. Główny prąd (TIG) / odcięcie impulsu
I min to max (1 A increments)
Główny cuttent (MMA)
I min do I max (1 A przyrostów)
5. Czas impulsu
Zakres ustawień czasu impulsu: od 0,01 s do 9,99 s (w krokach co 0,01 s)
Impulsy TIG
Czas impulsu dotyczy
główna faza cuttent (AMP) dla impulsów.
TIG AC Special
Czas impulsu odnosi się do fazy AC dla AC special.6. Czas przerwy w zasilaniu
Zakres nastawy przerwania impulsu: od 0,01 s do 9,99 s
(Przyrost 0,01 s).
Impulsy TIG
Czas przerwy impulsu odnosi się do wtórnego
obecna faza (AMP%).
TIG AC Special
Czas impulsu odnosi się do fazy AC dla AC special.
7. Prąd wtórny (TIG) / impuls impulsu pulsacyjnego
Zakres ustawień od 1% do 100% (co 1%).
Procent głównego prądu.
8.Down-slope time (TIG)
0,00s do 20,0 s (przyrosty co 0,1 s).
Czas opadania można ustawić oddzielnie
dla niezatkniętych i zatrzaśniętych.
9. Prąd kraterowy (TIG)
Zakres ustawień od 1% do 100% (co 1%).
Procent głównego prądu.
10.Gaz po przepływie (TIG)
Zakresy ustawień: od 0,1 s do 20,0 s (przyrosty co 0,1 s).Sterowanie MIX TIG
Funkcje MIX TIG:
Prąd AC może uzyskać bardzo dobry prześwit, i
Prąd stały może uzyskać głębszą penetrację. Użyj
MIX TIG możemy uzyskać doskonałą koncentrację łuku,
można przeprowadzić doskonałą wydajność spawania
od cienkiej do grubej płyty.
1) Ładny wygląd spoiny, głęboka penetracja.
2) Koncentracja łuku Excelleta ..
3) Zasadniczo zmniejszyć zużycie elektrody.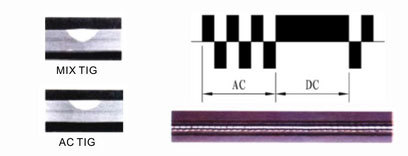
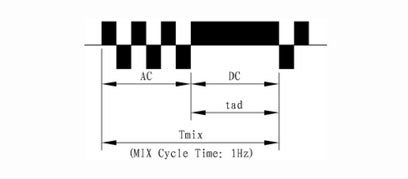
MIX TIG Częstotliwość (Hz):
czas cyklu MIX
TIG w 1 sekundę. Zakres regulacji: 0,1-10 Hz.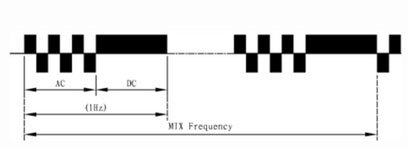
MIX TIG Balance (DC)%:
Bilans DC (%) = (tad / Tmix) x 100
MIX TIG Częstotliwość (Hz):

AC Częstotliwość kontroli Kontroluje
szerokość kontrolek szerokość
stożek łukowy. Zwiększenie częstotliwości prądu przemiennego
zapewnia bardziej skupiony łuk z
zwiększona kontrola kierunkowa.Uwaga: Zmniejszenie częstotliwości AC
zmiękcza łuk i rozszerza
spawać kałużę dla szerszego ściegu spoiny.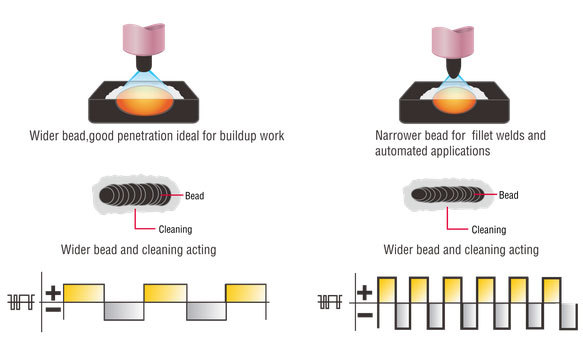

Kontrola równowagi AC
Kontroluje akcję czyszczenia łuku.
Regulacja% EN fali przemiennej
kontroluje szerokość trawienia
strefa wokół spoiny.Uwaga: Ustaw kontrolę balansu prądu przemiennego
dla odpowiedniego działania czyszczenia łuku
po bokach i przed spoiną
kałuża. Saldo AC powinno być w porządku
dostrojone według ciężaru lub
grubsze są tlenki.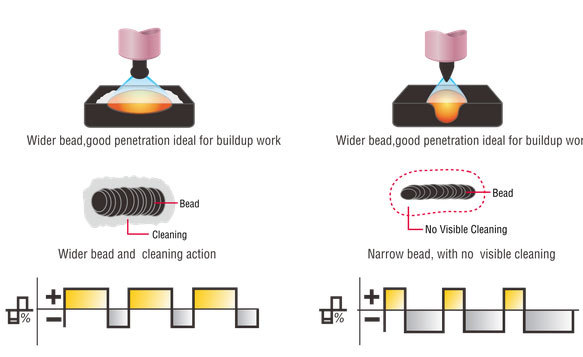

Niezależna kontrola prądu AC
Pozwala na natężenie EN i EP
wartości niezależne.
Dostosowuje stosunek EN do EP
natężenie, aby precyzyjnie kontrolować ciepło
EN Amperage kontroluje poziom
penetracja, podczas gdy natężenie EP
dramatycznie wpływa na czyszczenie łuku
działanie wraz z saldem AC
kontrola.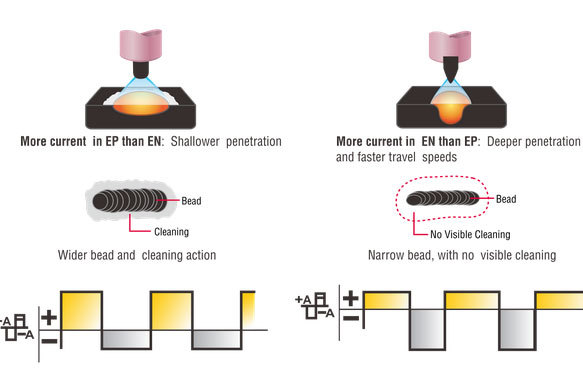
DC TIG-Pulse
Szybkie kontrolery TIG-TIG o wysokiej prędkości
• Impulsy PPS na sekundę (Hz): DC = 0,1 - 5000 PPS
•% ON -% Peak Time: 5 - 95% (kontroluje ilość czasu podczas każdego cyklu impulsów przy wartości szczytowej PEAK.)
• Ampu tła: 5 - 99% (Ustawia wartość natężenia prądu o niskim impulsie jako% szczytowych amperów.)KONWENCJONALNY TIG PULSED
TIG WYSOKIEJ PRĘDKOŚCI
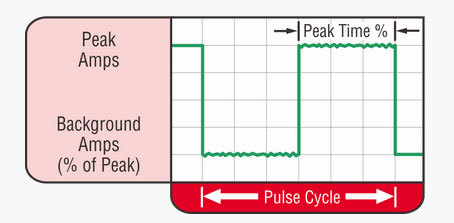
Zazwyczaj od 1 do 10 PPS. Zapewnia ogrzewanie i
efekt chłodzenia na jeziorku spawalniczym i może się zmniejszyć
zniekształcenie przez obniżenie średniego natężenia prądu. To
Efekt grzania i chłodzenia powoduje również wyraźny efekt
wzór zmarszczek w zgrubieniu spoiny. Związek
między częstotliwością impulsów i prędkością podróży określa
odległość między zmarszczkami. Powolne pulsowanie może
być również skoordynowane z dodatkiem metalu wypełniacza i
może zwiększyć ogólną kontrolę jeziorka spawalniczego.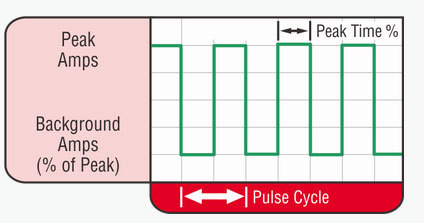
Przy ponad 40 PPS, TIG pulsujący staje się większy
słyszalny niż widzialny - powodujący zwiększoną kałużę
mieszanie dla lepszej spajanej mikrostruktury.Pulsowanie prądu spawania przy dużych prędkościach - pomiędzy
wysoki szczyt i niskie natężenie tła -
może również zwężać i ustawiać łuk. Efektem tego jest
maksymalna stabilność łuku, zwiększona penetracja i
zwiększone prędkości jazdy (Common Range: 100-500PPS). Efekty ostrzenia łuku z dużą prędkością
pulsowanie jest rozszerzane do nowych wymiarów. Umiejętność
do pulsu przy 5000 PPS dodatkowo zwiększa stabilność łuku
i potencjał koncentracji - który jest wymagany./ SPECYFIKACJE
Specyfikacja techniczna
przedmiot nr
MASTER TIG-315ACZnamionowe napięcie wejściowe 3PH ~ 400V ± 15% Max. Załaduj moc TIG: 9,85 KVA MMA: 10,38 kVA Znamionowy cykl roboczy (40 ℃) 60% TIG: 315A / 22.6V MMA: 250A / 30V 100% TIG: 250A / 20V MMA: 200A / 28V Prąd spawania / zakres napięcia TIG: 20 A / 10,8 V ~ 315A / 22,6V MMA: 10A / 20.4V ~ 250A / 30V Napięcie otwartego obwodu 70V Współczynnik mocy 0,92 Wydajność 85% TIG Puls Prąd szczytowy 20A ~ 315A Prąd podstawowy 20A ~ 315A Częstotliwość impulsów 0,2 Hz ~ 50 Hz Szerokość impulsu (stosunek) 1 ~ 100% AC TIG Zakres częstotliwości AC 20 Hz ~ 250 Hz Czystość AC AC (AC Saldo) + 40 ~ -40 Współczynnik AC Clean Ratio (AC Bias)% + 30 ~ -50 MIX TIG MIX Częstotliwość: 0,1 Hz ~ 5 Hz Saldo DC: (%) 10-90 Prąd rozruchu łuku 10A ~ 315A Prąd wypełniania krateru 5A ~ 315A Aktualny czas nachylenia 0,1 S ~ 15 S Aktualny czas opadania 0,1S-15S Czas wstępnego gazu 0,1S-15S Czas przepływu gazu 0,1S-15S Czas łuku punktowego 0,1S-10S MMA Arc Force 10A ~ 250A Gorący czas rozpoczęcia 2S Hot Start Current 5A ~ 250A Wymiar (DxSxW) 490X230X385 mm Waga (kg) 45 KG / AKCESORIA
Dla standardowych akcesoriówDo opcjonalnych akcesoriów/ ZASOBY
/ DOKUMENTY












