spawanie prądem stałym TIG spawarka PROTIG-315Di





| udział | |
|---|---|
| Katalog produktów | Wszystkie produkty |
| English details | industrial DC pulse TIG welding machine PROTIG-315Di |
| marki | TOPWELL |
| Specyfikacja produktu | DC Pulse TIG MMA PROTIG-315Di Dla TIG i Stick We |
| Znamionowe napięcie wejściowe | 3PH ~ 380V ± 15% |
| Znamionowe wyjście | 350A / 24V |
| Maksymalne napięcie obwodu otwartego | 11,63 KVA |
| Efektywność | 0,85 |
| Gwarancja | 1 rok gwarancji |
| Wymiary | 540 x 240 x 480 mm |
| Waga | 23 KG |
| cena jednostkowa | US $ 2 / piece |
| pobieranie |
/ CECHY
Szybkie specyfikacje
- Podanie:
- Produkcja metalu
- Konserwacja i naprawa
- Auto Body
- Lekki przemysłowy
- Procesy:
- DC TIG (GTAW)
- Stick (SMAW)
- Moc wejściowa: 380 V, 3 fazy
- Zakres natężenia : 3-315A
- 315A przy 22,6 V przy 60% cyklu pracy
- Waga: 23 kg
Widok ogólny panelu sterowania
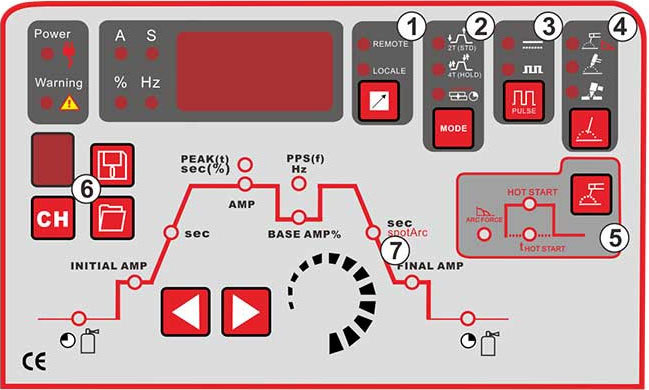
1.Remote: używany do pedału nożnego lub palnika zdalnego.
Local: adjust Current panel panelu bu
Tryb trzymania 2.2T / 4T lub
Wybór trybu spawania punktowego.
3. Wybierz WŁ. / WYŁ.4. Przetwarzanie selekcji.
5.ARC FORCE / HOT START
6. Pamięć o pojemności 10 ustawia parametry.
7. Sekwencja funkcjiWidok ogólny panelu sterowania (ciąg dalszy)
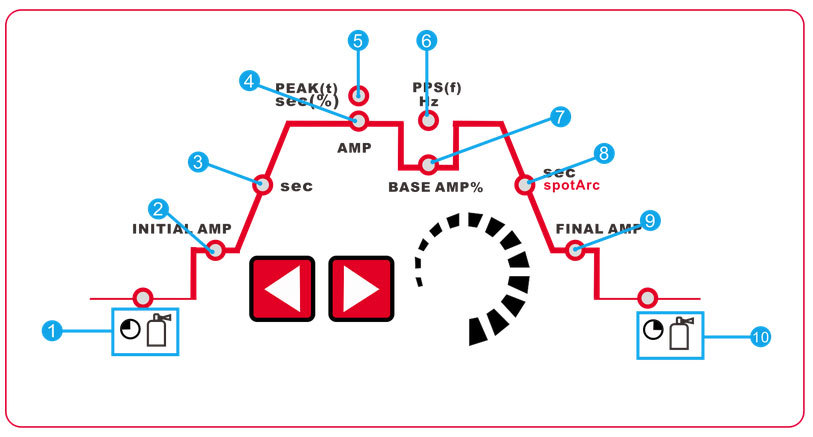
1.Gaz wstępnego przepływu gazu (TIG)
Bezwzględny zakres ustawień od 0,1 s do 5,0 s (przyrosty co 0,1 s).
2. Prąd zaporowy (TIG)
Procent głównego prądu.
4T (HOLD)
Zakres ustawień od 1% do 100% (co 1%).
3.Up-slope time (TIG)
Zakresy ustawień: 0,00 s do 20,0 s (przyrosty co 0,1 s).
Czas nachylenia można ustawić osobno
dla niezatkniętych i zatrzaśniętych.
4. Główny prąd (TIG) / odcięcie impulsu
I min to max (1 A increments)
Główny cuttent (MMA)
I min do I max (1 A przyrostów)
5. Czas impulsu
Zakres ustawień czasu impulsu: od 0,01 s do 9,99 s (w krokach co 0,01 s)
Impulsy TIG
Czas impulsu dotyczy
główna faza cuttent (AMP) dla impulsów.
TIG AC Special
Czas impulsu odnosi się do fazy AC dla AC special.6. Czas przerwy w zasilaniu
Zakres nastawy przerwania impulsu: od 0,01 s do 9,99 s
(Przyrost 0,01 s).
Impulsy TIG
Czas przerwy impulsu odnosi się do wtórnego
obecna faza (AMP%).
TIG AC Special
Czas impulsu odnosi się do fazy AC dla AC special.
7. Prąd wtórny (TIG) / impuls impulsu pulsacyjnego
Zakres ustawień od 1% do 100% (co 1%).
Procent głównego prądu.
8.Down-slope time (TIG)
0,00s do 20,0 s (przyrosty co 0,1 s).
Czas opadania można ustawić oddzielnie
dla niezatkniętych i zatrzaśniętych.
9. Prąd kraterowy (TIG)
Zakres ustawień od 1% do 100% (co 1%).
Procent głównego prądu.
10.Gaz po przepływie (TIG)
Zakresy ustawień: od 0,1 s do 20,0 s (przyrosty co 0,1 s).DC TIG-Pulse
Szybkie kontrolery TIG-TIG o wysokiej prędkości
• Impulsy PPS na sekundę (Hz): DC = 0,1 - 5000 PPS
•% ON -% Peak Time: 5 - 95% (kontroluje ilość czasu podczas każdego cyklu impulsów przy wartości szczytowej PEAK.)
• Ampu tła: 5 - 99% (Ustawia wartość natężenia prądu o niskim impulsie jako% szczytowych amperów.)KONWENCJONALNY TIG PULSED
TIG WYSOKIEJ PRĘDKOŚCI
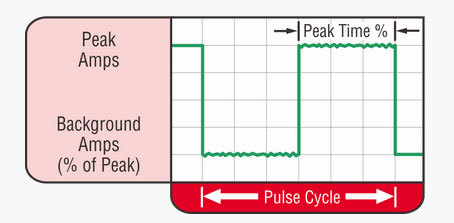
Zazwyczaj od 1 do 10 PPS. Zapewnia ogrzewanie i
efekt chłodzenia na jeziorku spawalniczym i może się zmniejszyć
zniekształcenie przez obniżenie średniego natężenia prądu. To
Efekt grzania i chłodzenia powoduje również wyraźny efekt
wzór zmarszczek w zgrubieniu spoiny. Związek
między częstotliwością impulsów i prędkością podróży określa
odległość między zmarszczkami. Powolne pulsowanie może
być również skoordynowane z dodatkiem metalu wypełniacza i
może zwiększyć ogólną kontrolę jeziorka spawalniczego.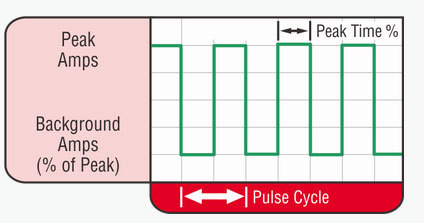
Przy ponad 40 PPS, TIG pulsujący staje się większy
słyszalny niż widzialny - powodujący zwiększoną kałużę
mieszanie dla lepszej spajanej mikrostruktury.Pulsowanie prądu spawania przy dużych prędkościach - pomiędzy
wysoki szczyt i niskie natężenie tła -
może również zwężać i ustawiać łuk. Efektem tego jest
maksymalna stabilność łuku, zwiększona penetracja i
zwiększone prędkości jazdy (Common Range: 100-500PPS). Efekty ostrzenia łuku z dużą prędkością
pulsowanie jest rozszerzane do nowych wymiarów. Umiejętność
do pulsu przy 5000 PPS dodatkowo zwiększa stabilność łuku
i potencjał koncentracji - który jest wymagany.Gorący start
Funkcja gorącego startu niezawodnie zapala elektrodę i topi się
doskonale, aby zapewnić najlepszą jakość nawet na początku
szew. To rozwiązanie sprawia, że brak fuzji i zimnych spawów jest już przeszłością i znacznie zmniejsza zbrojenie spoin.
Ustaw tutaj prąd gorącego startu i czas.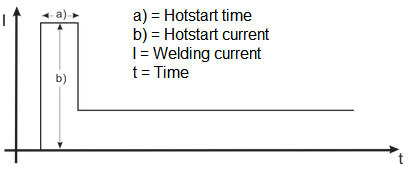
Korekcja Arcforce (charakterystyka spawalnicza)
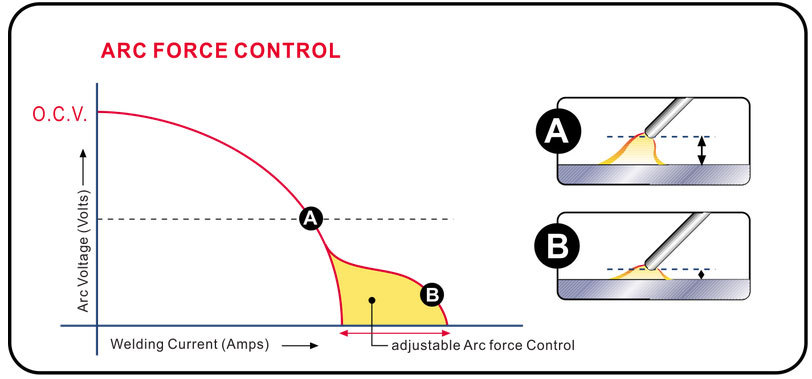
Podczas procesu spawania siła łuku elektrycznego zapobiega przywieraniu elektrody do jeziorka spawalniczego ze wzrostem prądu.
Ułatwia to spawanie elektrod topiących o dużej gęstości przy niskich natężeniach prądu, w szczególności z krótkim łukiem.2T / 4T
Tryb bez blokady
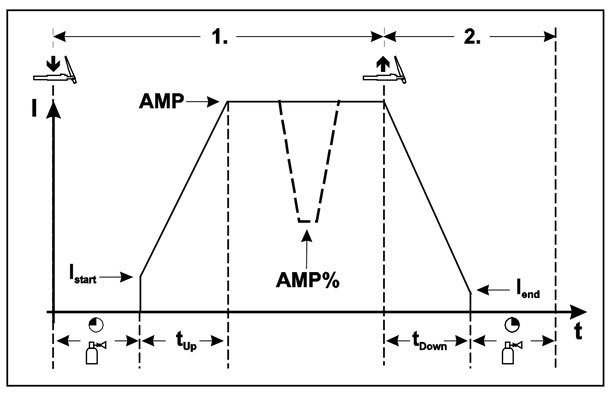
1. cykl:
• Naciśnij i przytrzymaj spust palnika 1.
• Upłynie czas wstępnego przepływu gazu.
• Impulsy zapłonu HF przeskakują z elektrody do przedmiotu obrabianego, łuk zapala się.
• Prąd spawania płynie i natychmiast przyjmuje wartość ustawioną dla prądu zapłonu Istart.
• HF jest wyłączony.
• Prąd spawania zwiększa się w ustawionym czasie nachylenia do prądu głównego AMP.
Przełączanie z prądu głównego AMP na prąd wtórny AMP%:
Naciśnij spust palnika 2 lub dotknij spustu palnika 1
Drugi cykl:
• Zwolnij włącznik uchwytu 1.
• Główny prąd zmniejsza się w ustawionym czasie opadania do końcowego prądu krateru Iend (prąd minimalny).
Jeżeli spust palnika 1 zostanie naciśnięty w czasie opadania,
prąd spawania zwiększa się ponownie do ustawionego prądu głównego AMP.
• Główny prąd dociera do prądu krateru końcowego, łuk gaśnie.
• Upłynie ustawiony czas końcowy przepływu gazu.Tryb zablokowany
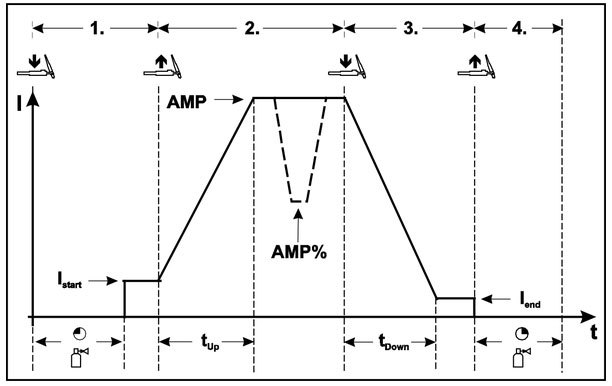
Krok 1
• Naciśnij spust palnika 1, upływa czas wstępnego przepływu gazu.
• Impulsy zapłonu HF przeskakują z elektrody do przedmiotu obrabianego, łuk zapala się.
• Prąd spawalniczy przepływa i natychmiast przyjmuje ustawioną wartość prądu zapłonu
(łuk wyszukiwania przy minimalnym ustawieniu). HF jest wyłączony.
Krok 2
• Zwolnij włącznik uchwytu 1.
• Prąd spawania zwiększa się wraz z ustawionym czasem nachylenia do prądu głównego AMP.
Przełączanie z prądu głównego AMP na prąd wtórny AMP%:
Naciśnij spust palnika 2 lub dotknij spustu palnika 1
Krok 3
• Naciśnij spust palnika 1.
• Główny prąd zmniejsza się w ustawionym czasie opadania do końcowego prądu krateru Iend (prąd minimalny).
Krok 4
• Zwolnij włącznik uchwytu 1, łuk gaśnie.
• Rozpoczęcie ustawionego czasu końcowego przepływu gazu.
Natychmiastowe zakończenie procesu spawania w dół poprzez zwolnienie spustu palnika 1./ SPECYFIKACJE
Specyfikacja techniczna
MMA: 250A / 30Vprzedmiot nr
PROTIG-315DiZnamionowe napięcie wejściowe 3PH ~ 380V ± 15% Max. Załaduj moc TIG: 11,63 KVA MMA: 10,38 kVA Znamionowy cykl roboczy (40 ℃) 60% TIG: 315A / 22.6V MMA: 250A / 30V 100% TIG: 250A / 20V MMA: 200A / 28V Prąd spawania / zakres napięcia TIG: 3A / 10,1V ~ 350A / 24V MMA: 20A / 20,8V ~ 250A / 30V Napięcie otwartego obwodu 70V ~ 80V Współczynnik mocy 0,85 Wydajność 85% TIG Częstotliwość impulsów 0,2 Hz ~ 200 Hz Szerokość impulsu (stosunek) 1 ~ 100% Prąd rozruchu łuku 5A ~ 315A Prąd wypełniania krateru 5A ~ 315A Aktualny czas nachylenia 0,1 S ~ 15 S Aktualny czas opadania 0,1S-15S Czas wstępnego gazu 0,1S-15S Czas przepływu gazu 0,1S-15S Czas łuku punktowego 0,1S-10S MMA Arc Force 10A ~ 250A Gorący czas rozpoczęcia 0,1 ~ 3S Hot Start Current 10A ~ 250A Wymiar (DxSxW) 540X240X480mm Waga (kg) 23 KG / AKCESORIA
Dla standardowych akcesoriówDo opcjonalnych akcesoriów/ ZASOBY
/ DOKUMENTY











