Podatność w spawaniu aluminium metodą GMAW
P: Niedawno przeszedłem od spawania łukowego stali w osłonie gazów spalinowych do spawania aluminium w ten sam sposób. Bardzo trudno jest mi przeprowadzić drut aluminiowy przez mój system podawania. Często mam problemy ze sprzętem, takie jak wtopienie aluminiowego drutu spawalniczego do końcówki prądowej, co wymaga awarii systemu podawania i wymiany końcówki prądowej. Te problemy są czasochłonne i kosztowne. Czy jest jakiś sposób na poprawę tej sytuacji? Używam stopu ER4043 o średnicy 0,035 cala.
ODPOWIEDŹ - Podatność jest prawdopodobnie najczęstszym problemem występującym podczas przechodzenia ze spawania stali metodą GMAW do spawania aluminium metodą GMAW. Podawalność, w tym przypadku, można opisać jako zdolność do konsekwentnego podawania drutu spawalniczego na szpuli podczas spawania GMAW, bez przerywania, podczas procesu spawania. Karmienie jest znacznie bardziej istotnym problemem w przypadku aluminium niż stali. Wynika to przede wszystkim z różnicy między właściwościami mechanicznymi materiału. Stalowy drut spawalniczy jest uzbrojony, można go łatwiej podawać na większą odległość i jest odporny na znacznie większe obciążenia mechaniczne w porównaniu z aluminium. Aluminium jest bardziej miękkie, bardziej podatne na odkształcenia lub golenie podczas operacji podawania, a co za tym idzie, wymaga znacznie większej uwagi przy wyborze i ustawianiu systemu podawania do spawania GMAW. Problemy z podawaniem można zwiększyć, używając drutów o mniejszej średnicy i bardziej miękkich stopów aluminium, takich jak 1100 i 4043, zamiast twardszych stopów, takich jak 5356. Problemy z podawaniem często wyrażają się w postaci nieregularnego podawania drutu lub jako wypalanie drutu spawalniczego do wnętrza końcówki prądowej). Aby zapobiec nadmiernym problemom z podawaniem tego rodzaju, ważne jest zrozumienie całego systemu podawania i jego wpływu na aluminiowy drut spawalniczy. Jeśli zaczniemy od końca szpuli układu podającego, musimy najpierw wziąć pod uwagę ustawienia hamulców. Konieczne jest zredukowanie do minimum naciągu hamulca. Wymagane jest tylko wystarczające ciśnienie hamowania, aby szpula nie obracała się podczas zatrzymywania spawania. Jakiekolwiek ciśnienie powyżej i powyżej zwiększa potencjalne problemy z podawaniem i cofaniem się płomienia. Elektroniczne układy hamulcowe oraz kombinacje elektroniczne i mechaniczne zostały opracowane w celu zapewnienia większej czułości w układzie hamulcowym i są szczególnie przydatne do ulepszonego podawania drutu aluminiowego.
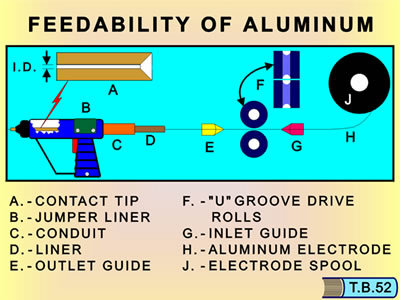
Prowadnice wlotowe i wylotowe, jak również wkładki, które są zwykle wykonane z materiału metalowego do spawania stali, muszą być wykonane z materiału niemetalowego, takiego jak teflon lub nylon, aby zapobiec ścieraniu i przecinaniu się drutu aluminiowego.
Należy używać rolek napędowych zaprojektowanych specjalnie do podawania aluminium. Często mają one kontury typu U z krawędziami, które są sfazowane i nieostre. Powinny być gładkie, wyrównane i zapewniać prawidłowy docisk rolek napędowych. Rolki napędowe o ostrych krawędziach mogą golić miękki drut aluminiowy. Wióry te mogą zbierać się w systemie podawania i powodować cofanie się płomienia w wyniku zatorów w wykładzinie. Nadmierny nacisk rolki napędowej i / lub niewspółosiowość rolek napędowych może zdeformować drut aluminiowy i zwiększyć opór tarcia przez prowadnicę i końcówkę stykową.
ID końcówki prądowej i jakość mają ogromne znaczenie. Należy używać wyłącznie końcówek prądowych przeznaczonych do spawania drutem aluminiowym, z gładkimi wewnętrznymi otworami i bez ostrych zadziorów na wlotowych i wylotowych końcach końcówek, które mogą z łatwością golić bardziej miękkie stopy aluminium. Średnica otworu końcówki prądowej powinna być o około 10% do 15% większa niż średnica elektrody.
Jakość drutu spawalniczego używanego do spawania metodą GMAW może wpływać na właściwości podawania. Takie rzeczy, jak gładkość powierzchni, kontrola średnicy drutu i końcowa obróbka drutu podczas operacji nawijania, mogą pomóc lub osłabić zdolność do łatwego podawania drutu przez system podający. Należy wziąć pod uwagę spójne cechy jakościowe aluminiowego drutu spawalniczego, aby zminimalizować problemy z podawaniem.
Jeśli chodzi o podawanie drutu aluminiowego, stosowane są cztery uznane systemy podawania, tj. Podajniki pchające, ciągnące, pchające i ciągnące oraz systemy podawania szpuli na pistolecie. W przypadku spawania aluminium, z podajnikami pchającymi i ciągnącymi, uznaje się ograniczenia w zależności od zastosowania i odległości podawania. Te systemy są na ogół ograniczone do praktycznej długości około 12 stóp. W przypadku podajników pchających, ograniczenie odległości podawania wynika z elastyczności drutu aluminiowego i jego tendencji do wyginania się i zginania w wkładce, a w przypadku podajników ciągnących z gwałtownego wzrostu oporu tarcia w wkładce, szczególnie jeśli występuje wygina się w przewodzie. Podajniki push-pull zostały opracowane, aby przezwyciężyć problemy z podawaniem drutu występujące w innych systemach i są najbardziej pozytywną metodą podawania aluminiowego drutu spawalniczego. Systemy przeciwsobne mogą poprawić podawanie w wielu zastosowaniach i często są niezbędne w przypadku bardziej krytycznych / specjalistycznych operacji, takich jak aplikacje zrobotyzowane i zautomatyzowane, aby zapewnić spójne podawanie. System podawania szpuli na pistolecie jest zwykle zaprojektowany do używania 1-funtowych szpul drutu, które są zamontowane w pistolecie. Te pistolety są zwykle chłodzone powietrzem i zwykle ograniczone do mniejszych rozmiarów drutu i lekkich zastosowań. Ze względu na stosunkowo niski prąd znamionowy nie nadają się one idealnie do ciągłego spawania w trudnych warunkach, ale często są dość skuteczne przy sczepianiu i innych lekkich zastosowaniach. Wybór
Wykres karmienia