GMAW (MIG) Aluminiowe wskazówki do spawania
Grubość materiału, które można spawać metodą Mig na aluminium, wynosi 14 Ga i jest cięższa. (Jak ciężki zależy od mocy wyjściowej spawarki.) Do spawania MIG aluminium cieńszego niż 14 Ga. (.074 ") może być konieczne specjalne spawanie MIG lub AC TIG . Usuwanie smarów z aluminium podstawowy materiał może być konieczny.
Najlepiej zrobić to z rozpuszczalnikami. Skonsultuj się z lokalnym dystrybutorem Miller Welding dla swoich zaleceń.
Usunięcie tlenku należy przeprowadzić po odtłuszczeniu. Powinno to zostać wykonane za pomocą szczotki drucianej ze stali nierdzewnej. Można to zrobić za pomocą ręcznej szczotki drucianej lub szczotki drucianej. Jeśli używana jest szczotka z drutem elektrycznym, należy utrzymywać obroty silnika i ciśnienia niskie, aby zmniejszyć rozmazanie powierzchni materiału, co mogłoby uwięzić tlenki i zanieczyszczenia pod powierzchnią. Zawsze używaj szczotki drucianej, która jest używana tylko na aluminium, aby nie zanieczyścić materiału podstawowego.
Skontaktuj się z lokalnym dystrybutorem spawalniczym lub przedstawicielem metalowych wypełniaczy aluminiowych, aby uzyskać zalecenia dotyczące stopów drutu, które pasują do Twojej aplikacji. Poznaj stop twojego podstawowego aluminium i warunki, w jakich będzie poddana wykończona część. 2 najłatwiej dostępne aluminiowe druty wypełniające to ER4043 i ER5356.
Techniki spawania
Podłącz spoolę do dodatniego kołka w zasilaczu.
W przypadku spawania metodą MIG z aluminium należy zastosować kąt przesuwania od 10 do 15 stopni (końcówka i dysza są skierowane w kierunku jazdy). (Patrz rysunek 1)
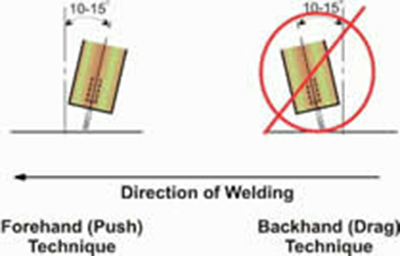
Rysunek 1: Techniki pistoletowe
Pociągnięcie lub użycie kąta oporu spowoduje porowate, brudne spoiny z powodu braku pokrycia gazem.
Transfer natryskowy jest pożądanym sposobem przenoszenia metalu do spawania aluminium. Przenoszenie rozpryskowe jest bardzo płynnym przeniesieniem kropel stopionego metalu z końca elektrody do roztopionego basenu. Kropelki przechodzące przez łuk mają mniejszą średnicę niż elektroda. Nie ma żadnych zwarć podczas przenoszenia natrysku. Przy przenoszeniu natryskowym szybkość osadzania i wydajność są stosunkowo wysokie. Łuk jest bardzo gładki, stabilny i sztywny, a zgrubienie spoiny ma ładny wygląd i dobre zmywanie w bokach. W przenoszeniu natryskowym bierze udział duża ilość ciepła, która tworzy dużą jeziorko spawalnicze o dobrej penetracji, która może być trudna do kontrolowania i nie może być używana na materiałach cieńszych niż 14 Ga.
Przenoszenie krótkiego łuku na aluminium powoduje słabe działanie czyszczące, słabe wiązanie na krawędziach spoiny oraz duże ilości rozprysków i dymu. - Zachowuje odległość do pracy i ma zagłębienie w odległości około 1/8 " dyszę, jeśli to możliwe (patrz rysunek 2)
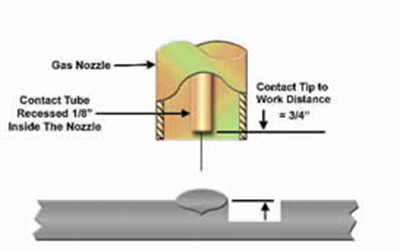
Rysunek 2: Strefa dział i spawania
Odblaskowa kałuża ciepła i spoiny obecna podczas spawania MIG aluminium jest bardzo gorąca. Trzymanie końcówki bliżej niż może to prowadzić do wypalenia drutu z powrotem do końcówki stykowej i innych problemów z podawaniem.
Najczęściej stosowanym gazem osłonowym do spawania metodą MIG z aluminium jest 100% argonu. Dopuszczalne są natężenia przepływu od 20 do 30 CFH (stopy sześcienne na godzinę). Mieszanki C25 lub argon CO 2 są niedopuszczalne.
Unikaj dużych koralików splotowych na aluminium. Jeśli potrzebne są większe spoiny pachwinowe, wieloprzebiegowe kulki proste zapewniają lepszy wygląd i mają mniejsze szanse na zimne docieranie, przepalenie i inne wady spawania.
Konieczne będzie zwiększenie prędkości ruchu palnika, gdy materiał podstawowy zostanie podgrzany podczas spawania.
Poziom umiejętności operatora, typy połączeń, dopasowanie i pozycje, a także moc spawalnicza będą miały ogromny wpływ na spawalność aluminium i na Twój sukces.
Typowe problemy / Rozwiązywanie problemów
Przepalenie (topienie przez) spowodowane nadmiernym nagrzewaniem materiału podstawowego
1. Zwiększ prędkość podróży. Twórz krótsze spoiny.
2. Poruszaj się po części, rozprowadzając ciepło.
3. Użyj grubszego materiału lub zmień konstrukcję złącza lub proces spawania na AC TIG.
4. Wyeliminuj / zmniejsz luki
Dirty Welds
1. Zastosuj kąt nachylenia zamiast techniki przeciągania.
2. Zwiększ napięcie, aby dostać się do transferu natrysku.
3. Zastosuj odpowiednie techniki czyszczenia metali nieszlachetnych (szczotka ze stali nierdzewnej).
4. Sprawdź, czy gaz osłonowy i rodzaj stopu są prawidłowe.
Nie można poprawnie ustawić maszyny
1. Sprawdź wewnętrzną osłonę spawacza, aby uzyskać dobre ustawienie startowe i dostosować je do swoich potrzeb.
2. Zamów MIG Calculator Part # 086446, aby uzyskać dobre ustawienia początkowe.
Przewód spala się z powrotem do końcówki stykowej podczas lub na końcu spoiny
1. Zachowaj wskazówkę do odległości roboczej.
2. Sprawdź, czy rozmiar końcówki stykowej, rolki napędowe i wkładka pistoletu są zgodne z używaną średnicą drutu.
Podłącz "Bird Nests" (u góry) przed prowadnicą wlotu pistoletu
1. Sprawdź i wyreguluj napięcie rolki napędowej.
2. Sprawdź, czy rolki napędowe pasują do średnicy drutu
3. Wymień końcówkę styku, jeśli jest zanieczyszczona
4. Sprawdź regulację ciśnienia na aluminiowej piastce sprzęgła.