Spawanie łukowe CO₂ w różnych formach transferu kropli
Proces spawania łukiem elektrycznym (GMAW) wykorzystuje cztery podstawowe tryby przenoszenia metalu z elektrody do obrabianego przedmiotu. Każdy tryb transferu zależy od procesu spawania, źródła zasilania spawalniczego i materiałów eksploatacyjnych, a każdy z nich ma swoje odrębne cechy i zastosowania.
Kilka zmiennych określa rodzaj transferu, którego używasz, w tym ilość i rodzaj prądu spawania, chemię elektrody, powierzchnię elektrody, średnicę elektrody, gaz osłonowy i odległość między końcówkami styków. Tryb transferu wpływa również na wybór używanego metalu wypełniającego.
Który tryb jest odpowiedni dla Ciebie? Wybór mądrze może znacznie wpłynąć na wydajność i produktywność.
Przesyłanie zwarciowe
Ten rodzaj transferu wymaga generalnie elektrod o mniejszej średnicy, takich jak 0,023, 0,030, 0,035, 0,040 i 0,045 cala. Prąd spawania musi być wystarczający do stopienia elektrody, ale jeśli jest nadmierny, może spowodować gwałtowne oddzielenie elektrody. zwarta elektroda, prowadząca do nadmiernych rozprysków. Używanie regulowanych nachyleń i kontroli indukcyjności może poprawić transfer, aby zminimalizować rozpryski i promować bardziej płaski profil zgrzewu. Regulacja nachylenia ogranicza natężenie zwarcia, a regulacja indukcyjności kontroluje czas potrzebny do osiągnięcia maksymalnego natężenia. Właściwa regulacja tych dwóch czynników może zapewnić doskonały wygląd ściegu i jest niezbędna do przenoszenia zwarć za pomocą elektrod ze stali nierdzewnej.
Najczęściej stosowanym gazem osłonowym dla trybu przenoszenia zwarciowego dla elektrod ze stali węglowej jest 75% argonu / 25% C02. Do tego rodzaju transferu dostępne są również trzy częściowe mieszanki gazów ochronnych dla stali węglowej i stali nierdzewnej.
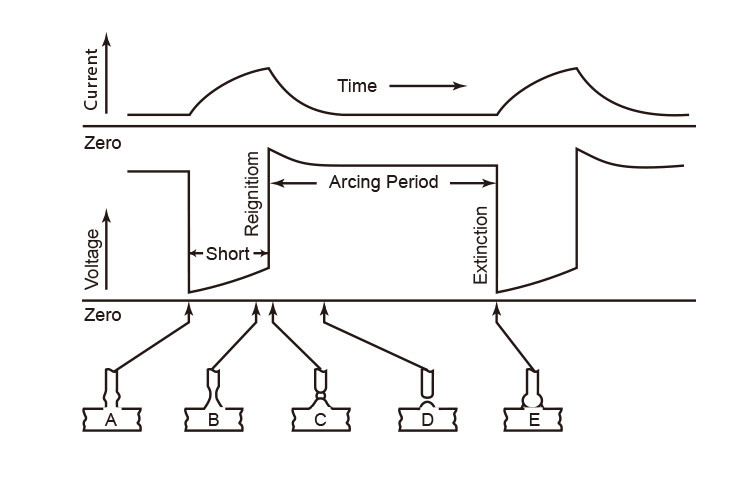
Oscylogramy i szkice zbramania
Transfer globularny
Przenikanie kuliste oznacza, że metal spoiny przesuwa się po łuku w dużych kropelkach, zwykle większych niż średnica używanej elektrody. Ten rodzaj transferu jest zwykle stosowany tylko na stali węglowej i wykorzystuje 100% CO2 gazu osłonowego. Metodę stosuje się zwykle do spawania w pozycjach płaskich i poziomych, ponieważ rozmiar kropel jest duży i trudniej byłoby je kontrolować, jeśli jest stosowany w położeniu pionowym i nad głową w porównaniu do transferu łuku zwarciowego. Ten tryb generuje najwięcej odprysków; jednak w przypadku stosowania wyższych prądów z ekranowaniem CO₂ i pochowanym łukiem, odpryski mogą być znacznie zredukowane. Należy zachować ostrożność przy zakopanym łuku, ponieważ może to spowodować nadmierne wzmocnienie, jeśli prędkość jazdy nie jest kontrolowana
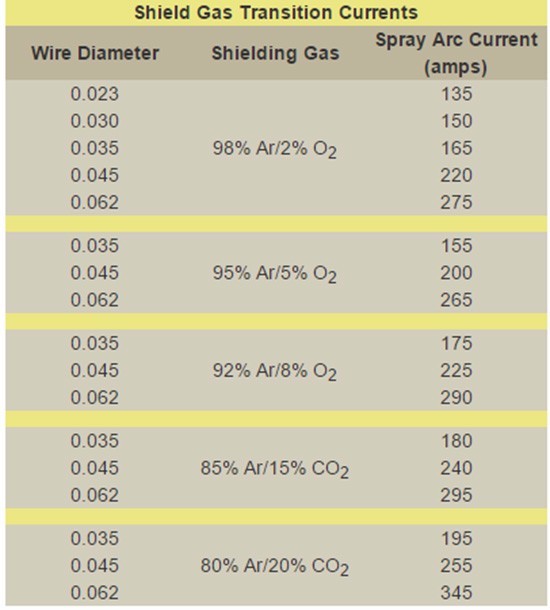
Tryb transferu natryskowego
Transfer rozpylacza nazwano rozpylaniem maleńkich stopionych kropelek po łuku, podobnym do rozpylania wychodzącego z węża ogrodowego, gdy otwór jest ograniczony. Transfer natrysku jest zazwyczaj mniejszy niż średnica drutu i wykorzystuje stosunkowo wysokie napięcie i prędkości podawania drutu lub natężenie prądu. W przeciwieństwie do transferu zwarciowego, po ustanowieniu łuku, jest on włączony przez cały czas. Ta metoda wytwarza bardzo mało rozprysków i jest najczęściej stosowana na grubych metalach w pozycjach płaskich i poziomych.
Transfer pulsu-natrysku
W trybie transferu impulsów impulsowych, zasilanie przełącza pomiędzy wysokim prądem natryskowym a niskim prądem tła. Pozwala to na przechłodzenie puli spawalniczej podczas cyklu tła, co nieco różni się od prawdziwego transferu natryskowego. Idealnie, w każdym cyklu jedna kropla przenosi się z elektrody do jeziorka spawalniczego. Ze względu na niski prąd tła, ten tryb transferu może być użyty do spawania poza pozycją na grubych odcinkach o większej energii niż przenoszenie zwarciowe, wytwarzając wyższy średni prąd i lepsze zespolenie ściany bocznej. Dodatkowo można go wykorzystać do obniżenia dostarczanego ciepła i zmniejszenia zniekształceń, gdy wysokie prędkości przesuwu nie są potrzebne lub nie mogą być osiągnięte z powodu wyposażenia lub ograniczeń przepustowości.
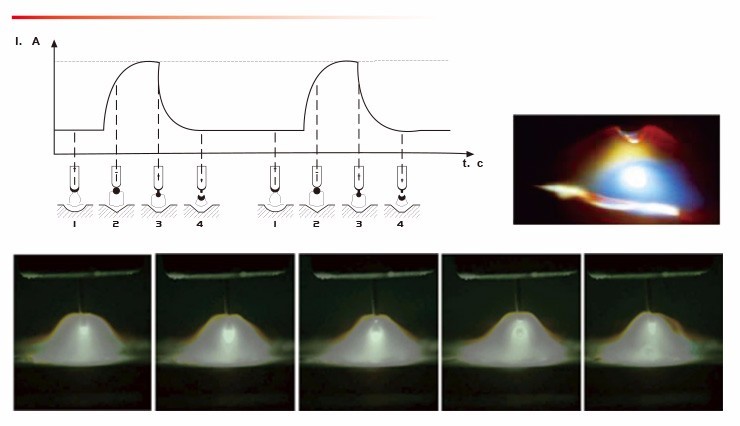
Zasadniczo te same gazy osłonowe stosowane do przesyłania natryskowego są również stosowane w trybie pulsacyjnego rozpylania